[Article] - Une fabrication additive plus rapide grâce au laser : l’exemple d’Inconel 718
Cet article enrichit l’état de l’art en :
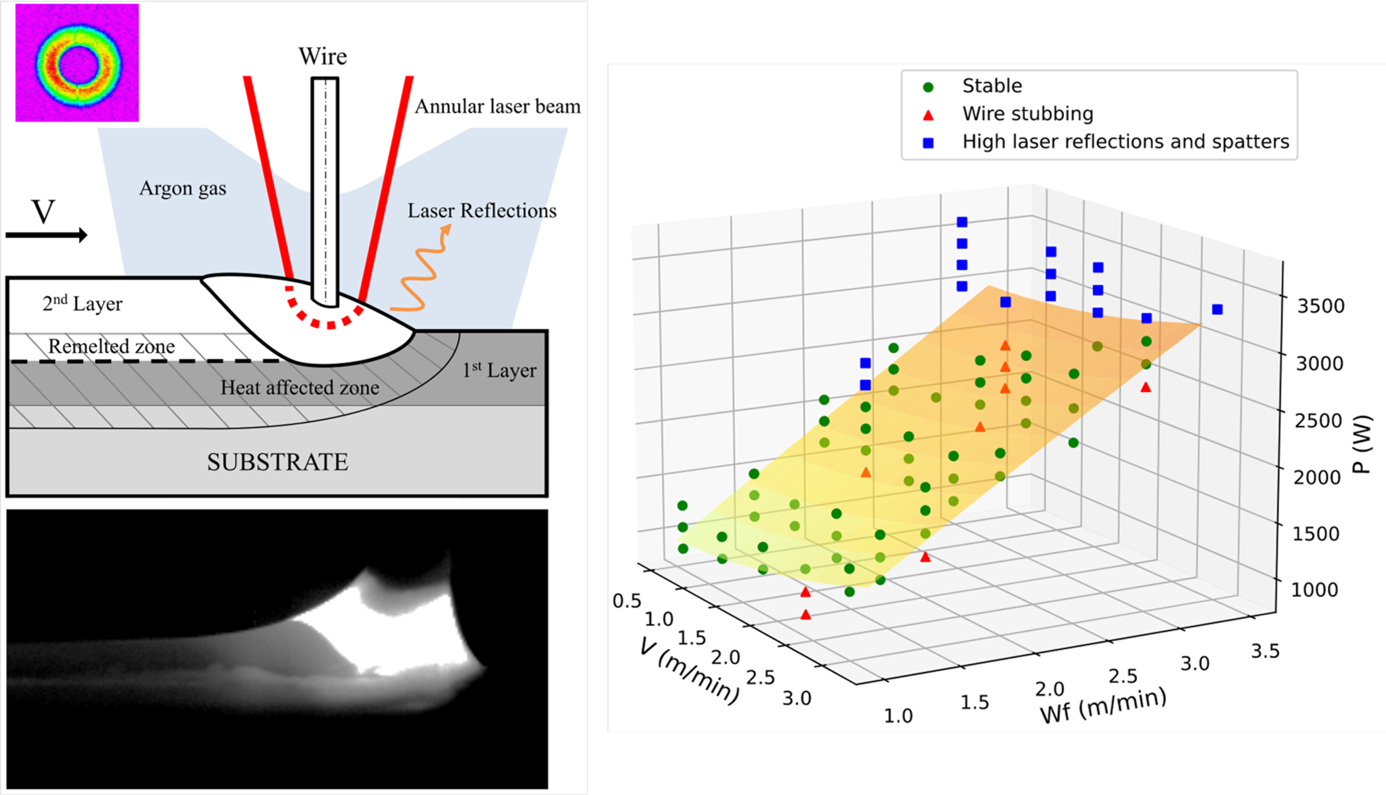
1. proposant une cartographie des paramètres opératoires pour la dépôt coaxial laser + fil froid (LMD-W) appliqué à l’alliage Inconel 718, montrant l’impact du débit de fil et de la densité d’énergie sur les dimensions des couches déposées et le taux de construction.
2. établissant que le débit de fil est le paramètre dominant pour maximiser la productivité, mais que, à débit fixe, la densité d’énergie contrôle la microstructure et le taux de dépôt.
3. mesurant les vitesses de refroidissement (10³ à 10⁴ °C/s) via l’espacement dendritique et l’imagerie thermique, et situant le procédé LMD-W comme une méthode intermédiaire en termes de productivité et de refroidissement par rapport aux autres procédés de fabrication additive métal.
Résumé
Laser and wire-based processes have shown strong potential for cladding and additive manufacturing of aerospace components. This study develops a process map for coaxial laser metal deposition using cold wire (LMD-W) through single-track experiments on Inconel 718. The effects of process parameters on track cross-sectional dimensions are examined, and multi-track walls are produced under various conditions without internal defects. The influence of wire feed rate and energy density on build rate is analyzed, revealing the wire feed rate as the dominant factor; however, at constant feed rate, energy density becomes the key parameter, directly affecting both build rate and microstructure size. For a fixed wire diameter, comparisons with other technologies are made, and strategies for build-rate optimization via parameter tuning are explored. Cooling rates, estimated from primary dendritic arm spacing and verified through thermal imaging, range from to , depending on input energy. These findings position LMD-W as an intermediate process in terms of cooling rate and build rate within the additive manufacturing spectrum.
Auteurs
Ivan Cazic, Julien Zollinger, Maxime El Kandaoui, Maxime Schmitt, Julien Jourdan, Daniel Knispel & Benoît Appolaire
Références
Cazic, I., Zollinger, J., Kandaoui, M.E. et al. Increasing the productivity of coaxial laser cold-wire additive manufacturing using Inconel 718. Prog Addit Manuf (2025).
DOI
https://doi.org/10.1007/s40964-025-01295-y